


طراحی هورن برای جوش التراسونیک
هورن دستگاه التراسونیک چیست؟
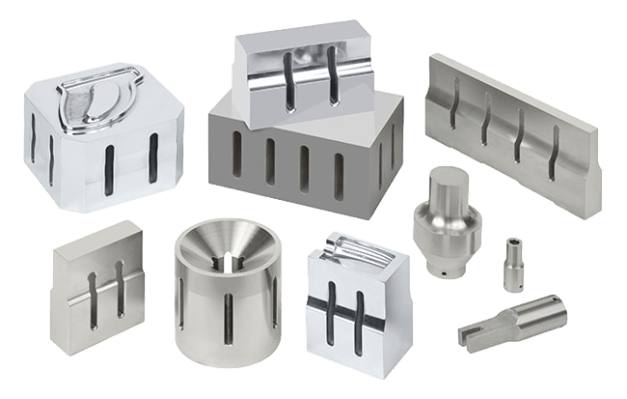
Horn قطعهای فلزی با تراشکاری دقیق است که عمل نهایی جوش التراسونیک را انجام میدهد. به این صورت که انرژی الکتریکی توسط ژنراتور به پیزو الکتریک که بر روی ترانسدیوسر نصب شده منتقل شده، و به انرژی فراصوت تبدیل میگردد. خروجی این انرژی التراسونیک یا فراصوت هورن میباشد.
اصول اولتراسونیک
تعریف فرآیند:
مونتاژ پلاستیک اولتراسونیک فرآیندی برای اتصال یا اصلاح ترموپلاستیک ها با استفاده از گرمای تولید شده از ارتعاشات مکانیکی فرکانس بالا است. انرژی الکتریکی به ارتعاشات با فرکانس بالا تبدیل می شود که باعث ایجاد گرمای اصطکاکی در ناحیه مفصل می شود. پلاستیک در ناحیه مفصل ذوب می شود و یک پیوند مولکولی بین اجزای پلاستیکی ایجاد می کند. ارتعاشات صوتی با فرکانس بالا باعث افزایش دما می شود و باعث می شود که مواد ذوب شوند و یا به قسمت مجاور متصل شوند یا شکل ابزار را به خود بگیرند. تفاوت اصلی بین مونتاژ اولتراسونیک و جوشکاری یا شکلدهی حرارتی این است که چگونه گرما به محل مورد نظر وارد میشود، زیرا امواج فراصوت ارتعاشات صوتی با فرکانس بالا را منتقل میکند که از طریق ماده عبور میکند و باعث ایجاد گرما در خود ماده میشود.
مونتاژ اولتراسونیک چگونه انجام می شود؟
مونتاژ اولتراسونیک با استفاده از مبدل پیزوالکتریک و اعمال نیرو بر روی قطعات، انرژی الکتریکی با فرکانس بالا را به حرکت مکانیکی با فرکانس بالا تبدیل می کند و باعث ذوب شدن پلاستیک و ایجاد پیوند مولکولی بین اجزا می شود. فرآیند مونتاژ اولتراسونیک با سرد شدن پلاستیک منجر به پیوند همگن بین قطعات می شود.
جوشکاری اولتراسونیک:
جوشکاری اولتراسونیک رایج ترین کاربرد مونتاژ اولتراسونیک است. در جوشکاری اولتراسونیک، انرژی ارتعاشی با فرکانس بالا از یک شیپور همراه با فشار به قطعه کار اعمال می شود که باعث می شود ناحیه اتصال بین دو قسمت به دلیل گرمای اصطکاکی گرم شود. مواد پلاستیکی ذوب میشوند و با توقف ارتعاش قطعات به یکدیگر متصل میشوند و پلاستیک جامد میشود. فرآیند جوشکاری اولتراسونیک برای اتصال دو قطعه ترموپلاستیک به یکدیگر با اعمال فشار کنترل شده به قطعات و ارتعاش شاخ آلومینیومی تیتانیوم یا روکش شده به صورت عمودی برای تولید گرمای اصطکاکی در سطح مشترک استفاده می شود. پلاستیک ذوب می شود و سپس اجازه داده می شود تا خنک شود، و نیروی گیره در طول زمان نگهداری حفظ می شود تا استحکام و هرمتیکی مفصل بهبود یابد. هنگامی که پلاستیک ذوب شده جامد شد، نیروی گیره برداشته می شود و دو قسمت به صورت یکپارچه به هم متصل می شوند.
مزایای مونتاژ اولتراسونیک:
مونتاژ اولتراسونیک دارای مزایای بی شماری از جمله فرآیند سریع، تمیز، کارآمد و قابل تکرار است که پیوندهای قوی و یکپارچه ایجاد می کند. این فرآیند حداقل انرژی مصرف می کند و نیازی به حلال، چسب، اتصال دهنده های مکانیکی یا حرارت خارجی ندارد. این فرآیند سازگار و همه کاره است، با توانایی تغییر سریع ابزار و قابل استفاده برای مواد دشوار. سرمایه گذاری کم هزینه در تجهیزات اولتراسونیک همراه با قابلیت اطمینان، عمر طولانی و عملکرد ثابت آن را به روش مونتاژ ترجیحی تبدیل می کند. مونتاژ اولتراسونیک به طور گسترده در صنایع مختلف از جمله خودروسازی، پزشکی، برق و الکترونیک، ارتباطات، لوازم خانگی، محصولات مصرفی، اسباب بازی ها، و نساجی و بسته بندی استفاده می شود. این می تواند به طور قابل توجهی تولید را افزایش دهد و هزینه های مونتاژ را کاهش دهد.
اجزاء و توابع سیستم:
چهار جزء اصلی یک سیستم مونتاژ اولتراسونیک عبارتند از: ژنراتور (منبع تغذیه)، مبدل (مبدل)، تقویت کننده و بوق (ابزار صوتی). ژنراتور توان الکتریکی استاندارد را در فرکانس مورد نیاز سیستم (معمولاً 15، 20، 30 یا 40 کیلوهرتز) به انرژی الکتریکی تبدیل می کند. سپس انرژی الکتریکی به مبدل فرستاده می شود که آن را به ارتعاشات مکانیکی تبدیل می کند. برای تکمیل سیستم مونتاژ اولتراسونیک به پرس و فیکسچر نیز نیاز است، اما جزء اصلی محسوب نمی شوند. این فرآیند انعطاف پذیر و کارآمد است و پیوندهای انتگرال قوی ایجاد می کند در حالی که انرژی بسیار کمی مصرف می کند. تقویت کننده برای افزایش یا کاهش دامنه ارتعاشات برای مطابقت با کاربرد مورد نیاز استفاده می شود. مقدار افزایش یا کاهش به صورت بهره بیان می شود که نسبت دامنه خروجی به دامنه ورودی است. سپس ارتعاشات به یک شاخ با اندازه و شکل مناسب منتقل می شود تا انرژی ارتعاشی را به قطعه کار برساند. بوق ممکن است دامنه ارتعاشات را بیشتر افزایش دهد.
تکنیک های استفاده از انرژی در کار:
نوع سیستم مونتاژ پلاستیک اولتراسونیک مورد استفاده بستگی به کاربرد دارد، با گزینههایی از سیستمهای تبدیل دستی پروب، سیستمهای پرس برای کاربردهای مهمتر، سیستمهای جابجایی قطعات شاخص چرخشی برای سرعتهای تولید بالا، واحدهای اولتراسونیک با مجموعههای پشتهای برای مونتاژ با سرعت بسیار بالا و رانشگرها برای نصب سفارشی که در آن سیستم پرس ممکن است خیلی بزرگ باشد. هر نوع سطوح مختلف کنترل، تکرارپذیری و سهولت استفاده را برای نیازهای مختلف تولید ارائه می دهد. سیستم های مختلف در تصویر نشان داده شده است.
مواد پلاستیکی:
پلیمرها ترکیبات شیمیایی هستند که از ترکیب دو یا چند عنصر در یک مولکول بزرگ به وجود می آیند. دو نوع پلیمر وجود دارد: ترموست و ترموپلاستیک. ترموست ها برای مونتاژ اولتراسونیک مناسب نیستند زیرا سخت و شکننده هستند، در حالی که ترموپلاستیک ها ایده آل هستند زیرا می توانند در هنگام گرم شدن نرم شوند. ترموپلاستیک ها به دو دسته آمورف یا نیمه کریستالی طبقه بندی می شوند که ساختار مولکولی آن خواص فیزیکی و ویژگی های ذوب و جوش را تعیین می کند. شکل ساختار مولکولی مواد آمورف و نیمه کریستالی را نشان می دهد. ترموپلاستیک های آمورف فرآیند نرم شدن تدریجی دارند، در حالی که مواد نیمه کریستالی دارای نقطه ذوب تیز هستند. جوشکاری مواد نیمه کریستالی نسبت به مواد آمورف دشوارتر است زیرا نیاز به انرژی بالایی برای ذوب دارند و توانایی جذب انرژی ارتعاشی دارند. تصویر تفاوت حالت های مذاب را برای مواد آمورف و نیمه کریستالی نشان می دهد.
سازگاری مواد:
هنگام اتصال دو قطعه ترموپلاستیک، مهم است که مواد دارای خواص شیمیایی سازگار باشند. اگر مواد از نظر شیمیایی سازگار نباشند، حتی اگر با هم ذوب شوند، پیوند مولکولی وجود نخواهد داشت. به عنوان مثال، پلی اتیلن و پلی پروپیلن را نمی توان به یکدیگر جوش داد. به همین ترتیب، تنها پلیمرهای آمورف مشابه شانس خوبی برای جوش دادن به یکدیگر دارند، در حالی که مواد نیمه کریستالی را فقط می توان به خود جوش داد. عوامل دیگری مانند رطوبت سنجی، عوامل آزاد کننده قالب و پرکننده ها نیز می توانند بر جوش پذیری قطعات تأثیر بگذارند.
رطوبت سنجی:
این تمایل یک ماده به جذب رطوبت است که بر جوش پذیری قطعات ترموپلاستیک تأثیر می گذارد. موادی مانند پلی آمید، پلی کربنات، آلیاژ پلی کربنات/پلی استر و پلی سولفون رطوبت سنجی هستند و بنابراین، اگر قطعات مرطوب جوش داده شوند، آب محبوس شده در داخل مواد زمانی که دما به نقطه جوش برسد، می جوشد و یک حالت کف در سطح مشترک ایجاد می کند. دستیابی به مهر و موم هرمتیک را دشوار می کند و استحکام پیوند را به خطر می اندازد. برای جلوگیری از این مسائل، قطعات رطوبت سنجی باید بلافاصله پس از قالب گیری جوش داده شوند یا در کیسه های پلی اتیلن با یک ماده خشک کننده برای محافظت در برابر رطوبت نگهداری شوند.
عوامل رهاسازی قالب:
استفاده از عوامل آزاد کننده قالب بر روی قطعات قالبگیری شده میتواند بر جوشکاری تأثیر منفی بگذارد، زیرا اصطکاک سطحی بین قطعات را کاهش میدهد و آلودگی شیمیایی رزین میتواند از تشکیل پیوند جلوگیری کند. بهترین انتخاب برای عوامل رهاسازی قالب، نمرات قابل رنگ/چاپ هستند زیرا کمترین تداخل را با مونتاژ اولتراسونیک دارند و اغلب نیازی به تمیز کردن قبل از مونتاژ ندارند. در صورت امکان از استئارات روی، استئارات آلومینیوم، فلوروکربن ها و سیلیکون ها اجتناب شود زیرا برای مونتاژ اولتراسونیک مضر هستند.
روان کننده ها:
استفاده از روان کننده هایی مانند موم، استئارات روی، اسید استئاریک، استئارات آلومینیوم و استرهای چرب می تواند تأثیر منفی بر فرآیند پیوند اولتراسونیک داشته باشد. این روان کننده ها جریان رزین را بهبود می بخشند، اما از آنجایی که نمی توانند حذف شوند و اصطکاک را در رابط های اتصال کاهش دهند، می توانند کل فرآیند اولتراسونیک را شکست دهند. نرمکنندهها انعطافپذیری و نرمی مواد را افزایش میدهند، اما میتوانند در طول زمان به دلیل مهاجرت، پیوند یا اتصال را ضعیف کنند. نرم کننده های مورد تایید FDA ترجیح داده می شوند، اما آزمایش قبل از تولید توصیه می شود.
پرکننده ها:
پرکننده هایی مانند الیاف شیشه، تالک، فیبر کربن و کربنات کلسیم برای تغییر خواص فیزیکی به رزین ها اضافه می شوند. پرکننده های معدنی رایج می توانند با بهبود انتقال انرژی ارتعاشی، جوش پذیری ترموپلاستیک ها را افزایش دهند. با این حال، یک رابطه مستقیم بین افزودن پرکننده و جوش پذیری فقط در یک محدوده خاص وجود دارد. محتوای پرکننده بیش از حد می تواند منجر به تراکم در محل اتصال شود و دستیابی به یک جوش ثابت را دشوار کند و همچنین می تواند باعث سایش بیش از حد ابزار شود و به تجهیزات اولتراسونیک قوی تری نیاز داشته باشد.
بازدارنده های شعله:
مواد بازدارنده شعله به پلاستیک ها اضافه می شوند تا خاصیت اشتعال پذیری آنها را تغییر دهند و از احتراق جلوگیری کنند. با این حال، این کندکننده ها می توانند استحکام اتصال نهایی را در جوشکاری ترموپلاستیک تضعیف کنند و برای دستیابی به استحکام کافی نیاز به استفاده از تجهیزات پرقدرت دارند که در دامنه های بالاتر کار می کنند.
Regrind:
Regrind به مواد پلاستیکی بازیافتی یا فرآوری شده اشاره دارد که به رزین اصلی اضافه می شود. مونتاژ اولتراسونیک امکان استفاده از regrind را بدون وارد کردن هیچ ماده خارجی می دهد. با این حال، برای دستیابی به بهترین نتایج، توصیه میشود که درصد آسیاب مجدد را پایین نگه دارید و مطمئن شوید که پلاستیک تخریب یا آلوده نشده است.
رنگها:
افزودن رنگها یا رنگدانهها به پلاستیک تأثیر قابلتوجهی بر جوشپذیری مواد نمیگذارد، مگر زمانی که نسبت رنگکننده به رزین بیش از حد بالا باشد. قسمت های سفید و سیاه ممکن است به رنگدانه های بیشتری نیاز داشته باشند و رنگ های مختلف همان قسمت ممکن است به پارامترهای تنظیم متفاوتی نیاز داشته باشد. توصیه می شود قبل از تولید کامل رنگدانه ها را آزمایش کنید.
درجه رزین:
درجه رزین مورد استفاده در یک برنامه کاربردی می تواند به طور قابل توجهی بر جوش پذیری آن تأثیر بگذارد. درجه های مختلف از یک ماده می تواند دمای مذاب متفاوتی داشته باشد که منجر به جوش ضعیف یا مشکلات سازگاری شود. توصیه می شود برای بهترین نتیجه در مونتاژ اولتراسونیک از مواد هم درجه استفاده کنید.
طراحی مفصل و قطعه
نیازهای اساسی:
طراحی قطعات جفت گیری در مونتاژ برای دستیابی به نتایج مطلوب بسیار مهم است. طرح های اتصال متفاوتی وجود دارد که هر کدام مزایای خود را دارند و انتخاب یک طرح خاص به عواملی مانند نوع پلاستیک، هندسه قطعه و نیازهای جوش بستگی دارد. سه شرط ضروری برای طراحی اتصال وجود دارد: یک منطقه تماس یکنواخت، یک منطقه تماس اولیه کوچک و یک وسیله تراز. یک منطقه تماس یکنواخت تضمین می کند که سطوح جفت گیری در تماس کامل با محل اتصال هستند و در صورت امکان اتصال باید در یک صفحه باشد. یک منطقه تماس اولیه کوچک انرژی و زمان لازم برای شروع و تکمیل ذوب بین قطعات جفت گیری را به حداقل می رساند. وسیلهای برای تراز از ناهماهنگی در حین عملیات جوشکاری جلوگیری میکند و میتواند از طریق پینها، سوکتها، کانالها و زبانههای همترازی قالبگیری شده به دست آید. بهتر است از بوق و/یا فیکسچر برای تراز استفاده نکنید. اتصال لب به لب صاف، که فقط در نقاط بالا جوش می خورد، منجر به جوش های ناسازگار و نامنظم می شود. افزایش زمان جوش، نقاط جوش اصلی را بزرگ می کند و باعث فلاش بیش از حد در خارج از محل اتصال می شود که در شکل نیز نشان داده شده است. رساندن یکی از سطوح به یک نقطه جوش هایی ایجاد می کند که ظاهر خوبی دارند اما استحکام کمی دارند. هنگامی که استحکام بهبود می یابد، فلاش بیش از حد ظاهر جوش را خراب می کند. شکل مشکلاتی را که در قطعات دیوار نوک تیز با آن مواجه می شود نشان می دهد.
مدیریت انرژی:
مدیر انرژی یک مهره مثلثی شکل است که در رابط مشترک قالب گیری شده است که حجم خاصی از مواد را برای ذوب فراهم می کند و در نتیجه استحکام پیوند خوبی را بدون فلاش بیش از حد ایجاد می کند. این طرح اتصال برای پلیمرهای آمورف توصیه می شود. مدیر انرژی انرژی مافوق صوت را در راس متمرکز می کند و باعث ایجاد سریع گرما و ذوب شدن مواد می شود که پیوند مولکولی را با سطح جفت گیری تشکیل می دهد. مدیر انرژی دو مورد از سه شرط اساسی برای طراحی مشترک را برآورده می کند، که یک منطقه تماس اولیه یکنواخت و کوچک را فراهم می کند. ابزاری برای تراز و کنترل فلاش باید در طراحی قطعه گنجانده شود. طراحی مشترک مشترک با یک مدیر انرژی، اتصال لب به لب است که عرض پایه 20-25٪ ضخامت دیوار است. اگر دیوار خیلی ضخیم است، باید از دو مدیر انرژی کوچکتر استفاده کرد. این طرح یک جوش در سراسر دیوار ایجاد می کند که مقداری فلاش در محل اتصال قابل مشاهده است. قطعات باید با ویژگی های هم ترازی طراحی شوند یا فیکسچر باید آنها را فراهم کند. با مواد آمورف به راحتی می توان به مهر و موم های هرمتیک دست یافت، اما سطوح جفت گیری باید تا حد امکان صاف و موازی باشند.
اتصال لب به لب با یک مدیر انرژی به دلیل توانایی آن در ایجاد پیوند مولکولی و دستیابی به سطح تماس اولیه کوچک، طراحی مناسبی برای رزین های آمورف در جوشکاری اولتراسونیک است. با این حال، برای رزین های نیمه کریستالی ایده آل نیست، زیرا مواد جابجا شده از مدیر انرژی اغلب قبل از جاری شدن در سراسر اتصال، جامد می شوند و باعث کاهش استحکام و سخت شدن آب بندی هرمتیک می شوند. شکل مدیر انرژی رزین های آمورف و نیمه کریستالی را نشان می دهد. هنگامی که یک مدیر انرژی باید با رزین های نیمه کریستالی استفاده شود، طراحی بزرگتر و شیب دارتر برای قرار دادن در سطح جفت گیری توصیه می شود که انجماد و تخریب زودرس را کاهش می دهد. آزمایش نشان داده است که این طرح برای پلی کربنات و اکریلیک نیز برتر است، حتی اگر آنها به عنوان مواد آمورف طبقه بندی شوند. استفاده از مدیر انرژی در طراحی اتصال لب به لب منجر به دمای مذاب سریعتر و جوش قوی تر نسبت به اتصال لب به لب ساده می شود. در زیر نمودار زمان و دما برای مفاصل باسن آورده شده است.
گام مشترک:
طراحی اتصال پله ای نوعی از طراحی مشترک مدیر انرژی است که دو مورد از الزامات اساسی طراحی اتصال را برآورده می کند: سطح تماس یکنواخت و سطح تماس اولیه کوچک. یک مفصل پله ای نیز تراز را فراهم می کند. استحکام اتصال پله کمتر از اتصال لب به لب با یک مدیر انرژی است و حداقل ضخامت دیواره توصیه شده 0.080 تا 0.090 اینچ است. اتصال پله ای زمانی استفاده می شود که ظاهر زیبایی مجموعه مهم باشد، زیرا فلاش را در قسمت بیرونی از بین می برد و یک اتصال قوی ایجاد می کند. ارتفاع و عرض زبانه در محل اتصال پله باید هر کدام یک سوم ضخامت دیواره باشد و عرض شیار باید کمی بیشتر باشد تا از عدم تداخل اطمینان حاصل شود. عمق شیار باید کمی بیشتر از ارتفاع زبانه باشد تا فاصله کمی بین قسمت های تمام شده برای اهداف آرایشی ایجاد شود.
مفصل زبانه و شیار:
مفصل زبانه و شیار نوع دیگری از اتصال مدیر انرژی است. این سه الزام طراحی مفصل را برآورده می کند: یک منطقه تماس یکنواخت، یک منطقه تماس اولیه کوچک و یک وسیله تراز، و همچنین از فلاش در دو طرف رابط جلوگیری می کند. این اتصال برای کاربردهایی که مکان یابی خود و جلوگیری از فلاش مهم است و برای آب بندی هرمتیک فشار پایین ایده آل است. با این حال، پتانسیل کمتری برای استحکام جوش در مقایسه با سایر طرح های اتصال دارد و حداقل ضخامت دیواره 0.120 تا 0.125 اینچ توصیه می شود. مدیر انرژی همان چیزی است که در مفصل باسن استفاده می شود. زبانه باید یک سوم ارتفاع دیوار باشد و فاصله باید در هر طرف حفظ شود تا مواد مذاب جریان یابد. شیار باید 0.004 تا 0.008 اینچ پهن تر از زبانه و 0.005 اینچ تا 0.010 اینچ عمق کمتری داشته باشد. فاصله کمی بین قطعات تمام شده برای اهداف آرایشی باقی می ماند.
مفصل برشی:
اتصال برشی زمانی مورد استفاده قرار می گیرد که به یک مهر و موم قوی هرمتیک نیاز باشد و برای رزین های نیمه کریستالی مناسب است. مقدار معینی از تداخل در قطعه برای انجام جوش طراحی شده است. عمل لکه دار شدن دو سطح ذوب شده در سطح مشترک جوش، نشتی، حفره ها و قرار گرفتن در معرض هوا را از بین می برد و در نتیجه یک جوش ساختاری قوی ایجاد می کند. برای ایجاد تکیه گاه صلب از دیواره جانبی و جلوگیری از انحراف قطعه در حین جوشکاری، یک یراق ضروری است. فیکسچر باید با شکل قطعه مطابقت داشته باشد و برای برداشتن آسان شکافته شود. اتصال برشی سه الزام طراحی اتصال را برآورده می کند: لید-in هم ترازی و مکان خود را فراهم می کند، قطعات طراحی شده و قالب گیری شده به درستی سطح تماس یکنواخت را تضمین می کنند و سطح تماس اولیه کوچک در پایه لید به وجود می آید.
طراحی قطعات
در طراحی قطعات باید فاکتورهای مختلفی فراتر از طراحی اولیه مفصل در نظر گرفته شود.
جوشکاری میدان نزدیک در مقابل میدان دور:
محل اتصال نسبت به ناحیه تماس شاخ در کاربردهای جوشکاری اولتراسونیک حیاتی است. جوشکاری میدان نزدیک، که در آن فاصله بین شاخ و رابط اتصال 1/4 اینچ (6 میلی متر) یا کمتر است، نسبت به جوشکاری میدان دور ترجیح داده می شود. جوشکاری میدان دور، که به دامنههای بالاتر، زمانهای جوش طولانیتر و فشار هوای بالاتر نیاز دارد، معمولاً فقط برای رزینهای آمورف توصیه میشود که انرژی را بهتر از رزینهای نیمه کریستالی انتقال میدهند.
تماس موازی:
جوش بهینه زمانی حاصل می شود که رابط اتصال در یک صفحه موازی با سطح تماس شاخ باشد. این به انرژی اولتراسونیک اجازه می دهد تا همان فاصله را از طریق قسمت پلاستیکی طی کند تا به مفصل برسد. علاوه بر این، سطحی که بوق با آن تماس می گیرد نیز باید روی یک صفحه موازی با اتصال قرار گیرد.
سایر ملاحظات طراحی قطعه
گوشه های تیز:
گوشه های تیز در قطعات پلاستیکی می تواند منجر به استرس زیاد شود و احتمال شکستگی یا ذوب شدن تحت انرژی ارتعاشی اولتراسونیک را افزایش دهد. برای جلوگیری از این امر، داشتن شعاع سخاوتمندانه در تمام گوشه ها و لبه ها برای کاهش استرس توصیه می شود.
حفره ها یا محل های توخالی:
سوراخها، حفرهها، زاویهها و خمها مانع از انتقال انرژی اولتراسونیک میشوند که ممکن است منجر به جوشکاری کم یا بدون جوش در این نواحی شود. برای بهینهسازی جوشکاری، زوایای تیز، خمها و سوراخها باید در صورت امکان حذف شوند.
ضمائم:
برجستگی های روی قطعات پلاستیکی در صورت قرار گرفتن در معرض انرژی ارتعاشی می توانند باعث استرس و تحلیل رفتن (افتادن) شوند. برای به حداقل رساندن این امر، می توان شعاع سخاوتمندانه ای را در محل اتصال اضافه کرد، می توان نیروی سبکی برای خنثی کردن خمش اعمال کرد، زائده ها را ضخیم تر کرد، یا در صورت امکان می توان از تجهیزات 40 کیلوهرتز استفاده کرد.
دیافراگم:
قطعات دایرهای مسطح نازک میتوانند تحت انرژی مافوق صوت خم شده و خم شوند و به دلیل گرمای تولید شده منجر به ذوب یا سوختن شوند. برای جلوگیری از این “دیافراگم”، ضخیم تر کردن مناطق آسیب دیده توصیه می شود.
سایر تکنیک های مونتاژ
شرطی یا چله گذاری:
چله گذاری فرآیند قفل مکانیکی دو قسمت به یکدیگر با ذوب و اصلاح گل میخ است. این فرآیند زمانی استفاده می شود که جوشکاری به دلیل مواد غیر مشابه امکان پذیر نباشد یا زمانی که نگهداری مکانیکی کافی باشد. استیکینگ مزایایی مانند زمان چرخه کوتاه، مجموعه های محکم، کنترل خوب فرآیند و تکرارپذیری دارد و نیاز به مواد مصرفی مانند پیچ یا چسب را از بین می برد. رایج ترین کاربرد، اتصال فلز به پلاستیک با قالب گیری یک گل میخ در قسمت پلاستیکی و سپس استفاده از یک شیپور ارتعاشی با نوک کانتور برای ایجاد گرمای موضعی و اصلاح سر گل میخ است. یکپارچگی مونتاژ ستونی به طراحی و پارامترهای اولتراسونیک مورد استفاده در طول فرآیند بستگی دارد، که باید سطح تماس را به حداقل برساند و انرژی را برای یک ذوب سریع و کنترل شده متمرکز کند.
سهام مشخصات روزت استاندارد:
پایه استاندارد پروفیل روزت یک طرح پایه پایه است که می تواند اکثر نیازها را برآورده کند و برای چیدن گل میخ های سر صاف با قطر 1/16 اینچ یا بزرگتر استفاده می شود. این یک سر با قطر دو برابر گل میخ اصلی ایجاد می کند و برای ترموپلاستیک های صلب و غیر سفت توصیه می شود.
چوب گنبد:
پایه گنبدی برای گل میخ های کوچکتر یا زمانی که تراز شاخ یک چالش است استفاده می شود و همچنین برای رزین های پر از شیشه برای جلوگیری از سایش شاخ توصیه می شود. انتهای گل میخ باید جهت اطمینان از یک ناحیه تماس اولیه کوچک مشخص شود و هم ترازی بوق و گل میخ نسبت به پایه استاندارد پروفیل روزت اهمیت کمتری دارد.
چوب توخالی:
پایه توخالی برای گل میخ های بزرگتر از 5/32 اینچ قطر استفاده می شود و به جلوگیری از فرورفتگی سطحی و حفره های داخلی در طول قالب گیری کمک می کند. زمان چرخه اولتراسونیک را با ذوب و اصلاح مواد کمتر کاهش می دهد و یک سر قوی و بزرگ تولید می کند. در صورت تعمیر، می توان با قرار دادن یک پیچ خودکار در گل میخ توخالی، سر شکل گرفته را جدا کرد و دوباره سرهم کرد.
چوب خمیده:
پایه قلاب دار روشی ساده و سریع است که می توان آن را با تمام ترموپلاستیک ها استفاده کرد. این اجازه می دهد تا چندین پایه بدون نگرانی در مورد تراز دقیق یا قطر گل میخ ساخته شود و به ظاهر اهمیتی نمی دهد.
سهام فلاش:
پایه فلاش زمانی استفاده می شود که سر گل میخ برجسته بالای سطح قسمت متصل مجاز نباشد. این به طراحی ناودانی مخروطی نیاز دارد و سوراخ در قسمتی که باید متصل شود به صورت متقابل فرو رفته است تا به گل میخ ذوب شده اجازه دهد آن ناحیه را پر کند و قسمت متصل شده را در جای خود محکم کند.
جوشکاری زائدهای:
جوشکاری ناودانی اولتراسونیک جایگزینی برای چنگ زدن است و برای اتصال قطعات پلاستیکی از مواد مشابه در نقاط منفرد یا چندگانه استفاده می شود. در کاربردهایی که سایر تکنیک ها به دلیل مواد، اندازه یا پیچیدگی امکان پذیر نیستند مفید است. در این فرآیند، یک گل میخ به داخل یک سوراخ رانده می شود و جوشکاری در امتداد محیط آن انجام می شود تا یک اتصال برشی ایجاد شود.
درج:
درج اولتراسونیک فرآیند تعبیه یک جزء فلزی در یک قطعه ترموپلاستیک است. یک سوراخ از قبل در قسمت ترموپلاستیک ساخته شده است که کمی کوچکتر از O.D است. از درج. انرژی اولتراسونیک اعمال شده به درج حرارت اصطکاکی ایجاد می کند که پلاستیک را ذوب می کند و اجازه می دهد تا درج در جای خود رانده شود. این فرآیند در کمتر از یک ثانیه کامل می شود و درج توسط پلاستیک ذوب شده احاطه می شود. از مزایای درج اولتراسونیک می توان به زمان چرخه کوتاه، عدم فشار روی پلاستیک اطراف درج فلزی، عدم آسیب قالب، کاهش زمان چرخه قالب گیری، توانایی راندن چندین درج به طور همزمان و تکرارپذیری و کنترل بالا اشاره کرد.
نوسان گیری و شکل دهی:
Swaging فرآیند مونتاژ دو ماده با ذوب و اصلاح یک برآمدگی پلاستیک برای جذب جزء دیگر، معمولاً یک ماده غیر مشابه مانند شیشه است. این یک روش سریع و کارآمد برای مونتاژ بدون ایجاد پیوند مولکولی است. Swaging نیاز به ابزار ویژه و در نظر گرفتن خواص مواد درگیر دارد. شکل سوج توسط صفحه شاخ تعیین می شود که نحوه ذوب شدن و جریان پلاستیک را کنترل می کند. Swage می تواند پیوسته یا قطعه بندی شده باشد. Swaging این مزیت را دارد که مونتاژ تمام شده محکم، زمان چرخه سریع، و حذف نیاز به بست یا چسب را دارد.
جوش نقطه ای:
جوشکاری نقطه ای اولتراسونیک روشی برای اتصال دو جزء ترموپلاستیک مشابه در نقاط خاص بدون سوراخ از پیش شکل گرفته یا مدیر انرژی است. این فرآیند یک پیوند قوی ایجاد میکند و میتواند بر روی قطعات بزرگ، ورقهای ترموپلاستیک و قطعاتی با اشکال پیچیده یا سطوحی که دسترسی به آنها سخت است، استفاده شود. دستورالعمل های اولیه برای جوشکاری نقطه ای شامل استفاده از تکیه گاه صلب، دامنه متوسط تا زیاد و فشار کم است. جوش نقطه ای را می توان با استفاده از مبدل دستی انجام داد و یک فرآیند مونتاژ سریع و کارآمد بدون نیاز به بست های اضافی یا اتصالات خاص است.
تنزل دادن:
جداسازی اولتراسونیک فرآیندی است که برای جداسازی قطعات قالبگیری تزریقی از سیستمهای رانر آنها استفاده میشود. این شامل اعمال انرژی اولتراسونیک به دونده به روشی خارج از فاز است که باعث ذوب شدن قطعات در دروازه می شود. بهتر است با ترموپلاستیک های سفت و سخت مانند ABS، استایرن یا اکریلیک استفاده شود و دارای مزایایی مانند عملکرد سریع، فشار کم بر روی قطعات و شکستگی تمیز در سطح قطعه است. دستورالعملهای جداسازی اولتراسونیک شامل داشتن یک ناحیه دروازه کوچک و/یا نازک و داشتن تماس شاخ تا حد امکان به دروازه است.
جوشکاری اسکن:
جوشکاری اسکن یک فرآیند جوشکاری اولتراسونیک با سرعت بالا برای قطعات ترموپلاستیک مسطح است که در زیر یک شیپور ثابت یا دوار و سندان منتقل میشوند. این می تواند برای هر دو قسمت بزرگ و کوچک با حداقل یک سطح صاف برای تماس با شاخ استفاده شود و برای ترموپلاستیک های سفت و سخت و برخی از کاربردهای پارچه یا فیلم مناسب است. طراحی مفصل باید خود مکان یابی باشد، مانند زبانه و شیار، پله، یا سنجاق و سوکت.
چسباندن و بریدن:
دو روش متداول مونتاژ اولتراسونیک پیوند اولتراسونیک و برش اولتراسونیک است.
اتصال اولتراسونیک:
باندینگ اولتراسونیک تکنیکی است که در صنایع نساجی، پوشاک و منسوجات برای مونتاژ دو یا چند لایه از مواد منسوج با عبور دادن آنها بین یک شیپور ارتعاشی و یک درام چرخشی استفاده می شود. حرکت مکانیکی با فرکانس بالا و نیروی فشاری بین بوق و درام گرمای اصطکاکی ایجاد میکند و مواد را در نقاط تماس شیپور/ماده به یکدیگر متصل میکند. این فرآیند به انرژی کمتری نسبت به اتصال حرارتی نیاز دارد و منجر به یک ماده نرم، قابل تنفس و جاذب می شود که برای کاربرد در صنایع پزشکی و اتاق تمیز مناسب است. در اتصال اولتراسونیک به هیچ مواد مصرفی، چسب یا بست نیازی نیست. شکل زیر پیوند اولتراسونیک را نشان می دهد.
برش اولتراسونیک:
برش اولتراسونیک فرآیندی است که برای مهر و موم کردن لبههای یک ماده ترموپلاستیک با عبور آن بین یک شیپور ارتعاشی و یک چرخ برش دوار (سندان) استفاده میشود. این فرآیند همچنین لبههای پارچههای بافته شده را مهر و موم میکند و میتواند برای شکاف و ذوب دو یا چند لایه از مواد بافته شده و/یا منسوجات نبافته استفاده شود. برش اولتراسونیک سرعت عمل بالایی دارد و بسته به نیاز و فرآیند ساخت مواد می تواند با استفاده از روش پیوسته، غوطه ور یا پیمایش انجام شود.
طراحی اجزای اصلی
ژنراتورها:
ژنراتورهای اولتراسونیک دستگاه های الکتریکی هستند که برق AC استاندارد را دریافت کرده و در فرکانس خاصی به انرژی الکتریکی تبدیل می کنند. فرکانس خروجی می تواند از 15 کیلوهرتز تا 40 کیلوهرتز و سطوح توان خروجی تا 4800 وات باشد. ژنراتورها از یک تقویت کننده قدرت استفاده می کنند که ترانزیستورها را با سرعت 20000 یا 40000 سیکل در ثانیه روشن و خاموش می کند. این یک سیگنال پرقدرت به مبدل می فرستد، که لرزش دارد و یک سیگنال بازخورد را به شکل موج سینوسی به تقویت کننده می فرستد. در طراحی های قبلی، یک اپراتور باید فرکانس تقویت کننده قدرت را برای مطابقت با فرکانس مبدل تنظیم می کرد. مدار شروع نرم معمولی با اعمال نیم دامنه به بار در طول دوره راه اندازی، مشکلات راه اندازی را کاهش داد، اما همچنان مشکلات ذاتی داشت. ژنراتورهای اولتراسونیک دارای پیشرفتهایی در طراحی هستند که مشکلات راهاندازی را کاهش میدهد و استرس را در مجموعه پشته از بین میبرد.
کنترل ریزپردازنده:
تایمر دیجیتال در سیستم های مونتاژ اولتراسونیک به عنوان “مغز” سیستم عمل می کند، حرکت بالا و پایین پرس/رانشگر را کنترل می کند و انرژی اولتراسونیک تولید شده توسط ژنراتور را روشن و خاموش می کند. فهرستی از دستورالعملها یا حالتهایی را ذخیره میکند که میتوان آنها را برای انتخاب تغییرات در چرخه جوش با تنظیم زمان جوش، زمان نگهداری و پارامترهای سیستم تغییر داد. فناوری کنترل ریزپردازنده حالتهای عملیاتی متعددی را برای کنترل دقیق فرآیند، تکرارپذیری و سازگاری جوش ارائه میکند که در نتیجه کیفیت قطعه بهتر و قطعات رد شده کمتری به همراه دارد.
مبدل ها:
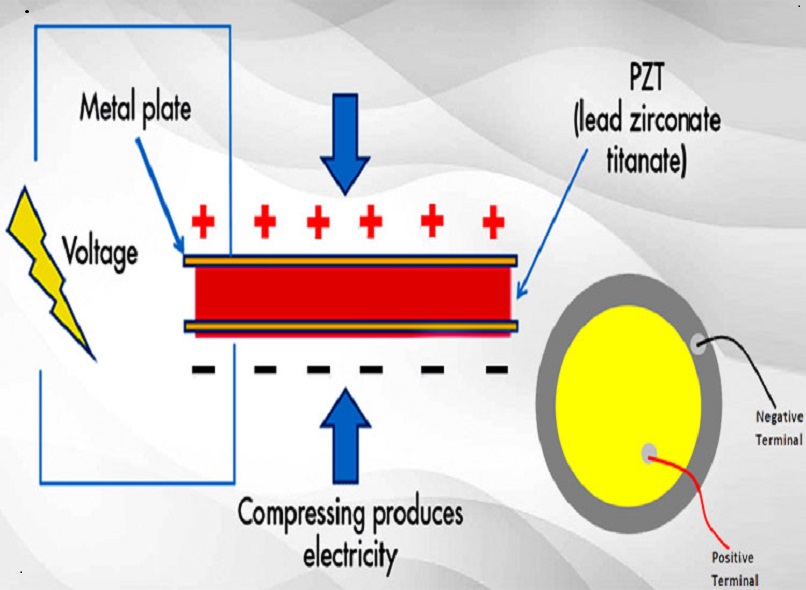
مبدل ها برای تبدیل انرژی الکتریکی دریافتی از ژنراتور به انرژی مکانیکی در قالب ارتعاشات عمودی با فرکانس بالا استفاده می شوند. آنها از پیزوالکتریک استفاده می کنند که با فشرده سازی یک ماده کریستالی، الکتریسیته یا قطبیت الکتریکی تولید می کند. قلب یک مبدل، عناصر سرامیکی پیزوالکتریک است که وقتی در معرض انرژی الکتریکی متناوب قرار می گیرند، منبسط و منقبض می شوند. مبدلهای اولتراسونیک از یک لجن پشتی فولادی، عناصر سرامیکی و یک لجن جلوی آلومینیومی تشکیل شدهاند تا حداکثر انرژی ارتعاشی را به بوستر و بوق هدایت کنند. نقطه گره، ناحیه ای با حرکت خطی کمی اما انبساط و انقباض شعاعی، برای نصب مبدل در یک پوسته استفاده می شود. اگر نصب جامد مورد نظر است، میتوان از پایههای رزونانسی با دیوارههای فلزی نازک که برای ارتعاش در فرکانس طبیعی مبدل تنظیم شدهاند، استفاده کرد. با این حال، این هزینه تولید را افزایش می دهد. مبدل ها فرکانس های مختلفی با دامنه های اوج به پیک متفاوت دارند که بیشترین فرکانس آن 50 کیلوهرتز و کمترین آن 15 کیلوهرتز است. دامنه پیک به پیک از 31 میکرون (0012/0 اینچ) تا 8 میکرون (00031/0) متغیر است. از بوسترها و بوق ها برای ضرب دامنه استفاده می شود تا ارتعاش لازم برای مبدل برای انجام کار مفید فراهم شود.
تقویت کننده ها:
تقویت کننده ها دو هدف اصلی را دنبال می کنند: ایجاد یک نقطه نصب دوم برای مجموعه پشته و تقویت یا کاهش دامنه. دو نوع تقویتکننده وجود دارد: تقویتکنندههای استاندارد با حلقههای نصب تقسیمشده و تقویتکنندههای تشدید ثبت شده بدون حلقههای O برای نصب ثابت. تقویت کننده ها می توانند از تیتانیوم یا آلومینیوم ساخته شوند و در نسبت های بهره متفاوتی ارائه شوند تا دامنه پشته را مطابق با نیاز ذوب شدن پلاستیک در هر کاربرد تنظیم کنند. اندازه تقویت کننده بهینه برای هر برنامه باید استفاده شود و تنظیم دامنه ژنراتور باید نزدیک به 100٪ باقی بماند و تنها در صورت لزوم تنظیمات کوچک انجام شود. حداکثر اندازه تقویت کننده حداکثر افزایش توصیه شده روی بوق مهر شده است.
پرس:
پرس اولتراسونیک دستگاهی است که انرژی مافوق صوت را بر روی قطعه کار اعمال می کند تا جوش های منسجم و رضایت بخشی ایجاد کند. اثربخشی پرس به پایداری و قابلیت اطمینان ساختار آن بستگی دارد، به طوری که اجزای فولادی یکپارچگی ساختاری بیشتری نسبت به قطعات آلومینیومی دارند. خمش باید به حداقل برسد تا از ناهماهنگی جلوگیری شود و تعداد جوش های رد شده کاهش یابد.
طراحی مونتاژ اسلاید:
طراحی مجموعه اسلاید در پرس اولتراسونیک نقش مهمی در تعیین کارایی و طول عمر دستگاه دارد. برخی از طرحها، مانند طرحهایی که بوشهای برنزی دارند، به دلیل ویژگیهای جریان سرد، میتوانند با مشکلات سایش و مهاجرت مواجه شوند. با استفاده از ابزارهای مختلف برای ثابت نگه داشتن بوشینگ ها و حفظ تلرانس محکم بین بوشینگ و میله می توان از این مسائل جلوگیری کرد. اسلایدهای توپ خطی گزینه ای بادوام تر و دقیق تر هستند، بدون فاصله بین بوش و میله، و اصطکاک عملیاتی را به حداقل می رساند. سیستم حرکت توپ خطی نوع ریلی این مزایا را در یک طراحی فشرده ارائه میکند و اجازه میدهد چندین سر جوش نزدیکتر به هم قرار گیرند.
نیرو:
پرس اولتراسونیک معمولاً با استفاده از فشار هوا از یک سیلندر هوا کار می کند که توسط یک گیج و تنظیم کننده کنترل می شود. برخی از جوشکارهای اولتراسونیک یک گزینه الکترونیکی برای تنظیم و نظارت بر سطوح فشار با استفاده از کنترل کننده فرآیند اولتراسونیک، لودسل، مبدل نیرو و تنظیم کننده فشار الکترونیکی ارائه می دهند. سرعت رو به پایین را می توان با استفاده از فلومتر کنترل جریان هوای ورودی تنظیم کرد. نیروی اعمال شده به کار در طول فعال سازی اولتراسونیک و سرعت پایین آمدن هر دو می توانند بر نتایج نهایی جوشکاری تأثیر بگذارند. پرس های اصلی مکانیسمی برای تغییر پویای نیروی ماشه دارند.
توالی تحریک برای پرس اولتراسونیک به شرح زیر است:
• بوق با قطعه کار تماس پیدا می کند و باعث فشرده شدن فنرهای قالب می شود که بین اسلاید و سیلندر هوا قرار می گیرند.
• میکروسوئیچ و هدف قابل تنظیم تماس برقرار می کنند و انرژی اولتراسونیک را فعال می کنند.
• فنرهای قالب تضمین می کنند که با ذوب شدن مواد پلاستیکی، نیروی ثابتی به قطعه کار وارد می شود.
مکانیسم ماشه دینامیکی در سیستمهای پرس اولتراسونیک دارای سه عملکرد اصلی است: به کاربر اجازه میدهد میزان نیروی وارد شده به قطعه کار را کنترل کند، انرژی اولتراسونیک را با بسته شدن سوئیچ آغاز کند و نیروی ثابت را از طریق واکنش فنر قالب حفظ کند. با پیشرفت تکنولوژی، روش های دقیق تری برای تحریک انرژی اولتراسونیک توسعه یافته است، مانند استفاده از فشار سنج یا لودسل پیزو به جای سوئیچ مکانیکی. سیستمهای کنترل دیجیتال همچنین میتوانند اولتراسوند را از طریق ورودی لودسل، تغییر در سرعت یا فشار دیفرانسیل راهاندازی کنند. نیروی اعمال شده توسط سیلندر هوا را می توان از طریق تنظیم کننده های هوای دستی یا الکترونیکی کنترل کرد که امکان برنامه ریزی از راه دور و نقاط تنظیم نیرو را فراهم می کند. این پیشرفت ها منجر به جوش های بهبود یافته و سازگارتر می شود. شکل زیر تحریک پویا را نشان می دهد.
استاپ پایین/مکانیکی:
یک تنظیم توقف پایین/مکانیکی معمولاً روی یک پرس برای جلوگیری از برخورد تصادفی بوق به یک وسیله خالی یا جوش دادن مکرر قطعات به ارتفاع تمام شده ارائه می شود. با این حال، تغییرات در تحمل قطعات ابعادی میتواند باعث شود که میزان ذوب تغییر کند، حتی اگر ضربه هر بار در همان ارتفاع متوقف شود. در کاربردهای حیاتی می توان از استاپ پایین برای کنترل ارتفاع استفاده کرد، اما تنظیم تایمر جوش در ارتفاع مورد نظر دشوار است. درعوض، توصیه میشود از یک ژنراتور کنترلشده توسط ریزپردازنده با حالت عملکرد فاصله مطلق یا یک سوئیچ حد پایان جوش استفاده کنید تا اولتراسوند را بر اساس ارتفاع به جای زمان خاتمه دهید و از ارتفاع قطعه تمامشده ثابت اطمینان حاصل کنید.
سیستم های پرس یکپارچه در مقابل ماژولار:
دو نوع سیستم پرس وجود دارد: سیستم یکپارچه و سیستم مدولار. سیستم یکپارچه یک واحد مستقل است که ژنراتور آن در داخل پرس قرار دارد که هزینه ساخت کمتری دارد، فضای کمتری را اشغال می کند و کابل خارجی ندارد. با این حال، این طراحی ژنراتور را در طول هر چرخه جوش در معرض شوک و ارتعاش قرار می دهد که می تواند در طول زمان بر قابلیت اطمینان آن تأثیر بگذارد. در صورت بروز مشکل، کل واحد باید خاموش شود و باعث ایجاد ناراحتی و توقف تولید شود. از سوی دیگر، سیستم مدولار ژنراتور را در یک شاسی مجزا قرار داده است که با کابل به پرس متصل است. این امکان اطمینان و طول عمر بیشتر قطعات و همچنین انعطاف پذیری در حرکت ژنراتور را در صورت لزوم فراهم می کند. در صورت بروز مشکل، واحد معیوب را می توان به سرعت تعویض کرد و وقفه در تولید را به حداقل رساند.
سایر کنترل های پرسی:
در سیستم های پرس اولتراسونیک، کنترل های اضافی برای بهبود فرآیند جوشکاری برای کاربردهای خاص وجود دارد. اینها شامل یک کنترل پیش ماشه، کنترل سرعت هیدرولیک، فشار دوگانه و یک کلید حد پایان جوش است. کنترل پیش از راه اندازی امکان فعال سازی اولتراسوند را با فاصله حرکت بوق به جای فشار یا زمان فراهم می کند. کنترل سرعت هیدرولیک کنترل دقیق سرعت پایین مجموعه اسلاید را در حین جوشکاری فراهم می کند، در حالی که فشار دوگانه ذوب و جریان پلاستیک را بهبود می بخشد. سوئیچ حد پایان جوش، اولتراسوند را در یک فاصله از پیش تعیین شده از موقعیت اصلی اسلاید خاتمه می دهد و یک روش جایگزین برای تعیین فاصله جوش مطلق ارائه می دهد.
مقایسه پنوماتیک و سروو:
جوشکارهای اولتراسونیک شامل هر دو سیستم پرس پنوماتیک و سروو رانده می شوند. پرس های پنوماتیک با استفاده از یک سیلندر هوا بین قطعات نیرو وارد می کنند و میزان نیرو با استفاده از یک تنظیم کننده فشار و یک یا چند سوپاپ کنترل می شود. سیستم های پنوماتیکی پیشرفته توانایی اندازه گیری فاصله و کنترل فاصله جوش و نگهداری را دارند. از سوی دیگر، سیستمهای سرو از یک محرک الکتریکی به جای سیلندر پنوماتیکی استفاده میکنند و سرعت بوق را در حین جوشکاری کنترل میکنند و برای دقت و تکرارپذیری بالاتر، فازها را نگه میدارند. پارامترهای کنترل فرآیند برای سیستم های سروو شامل دامنه اولتراسوند، فاصله جوش، سرعت جوش، فاصله نگه داشتن، سرعت نگه داشتن و زمان نگهداری استاتیک است.
هورن:
بوق نقش مهمی در مونتاژ اولتراسونیک ایفا می کند زیرا به انتقال انرژی ارتعاشی اولتراسونیک به قطعه کار کمک می کند و امکان محلی سازی مذاب در ناحیه مورد نظر را فراهم می کند. طراحی بوق بسیار مهم است و باید بر اساس نیازهای خاص هر برنامه سفارشی شود.
Gain:
یک هورن در مونتاژ اولتراسونیک ممکن است دارای ضریب افزایش باشد، به این معنی که می تواند دامنه ارتعاش دریافتی از ترکیب مبدل- تقویت کننده را افزایش دهد. بهره و تنش گرهی یک شاخ به شکل مقطع آن بستگی دارد. شیپور مستقیم بدون بهره و تنش کمی است، در حالی که بوق نمایی دارای بهره کم و تنش کم است، طرح کاتنوئیدی دارای بهره متوسط و تنش متوسط و شاخ پله دارای بهره زیاد و تنش زیاد است. تصاویر زیر شاخ های مستقیم، نمایی، کاتنوئیدی و پله ای را نشان می دهند.
مواد هورن:
هورن ها برای کاربردهای مختلفی استفاده می شوند و بسته به خواص صوتی، استحکام خستگی و سختی سطح از مواد مختلفی مانند آلومینیوم، تیتانیوم یا فولاد ساخته می شوند. آلومینیوم یک ماده ارزان قیمت و به راحتی قابل ماشینکاری است که آن را برای نمونههای اولیه یا ماشینکاری پیچیده مناسب میکند، اما سختی سطح ضعیف و استحکام خستگی متوسط آن استفاده از آن را برای کاربردهای با سایش بالا محدود میکند. تیتانیوم به دلیل استحکام خوب در برابر خستگی، خواص صوتی عالی و سختی سطح خوب ترجیح داده می شود، اما ماشینکاری گران و دشوار است. برای کاربردهای سایش شدید، از هورن های فولادی سخت شده CPM10V استفاده می شود، اما شکننده تر و از نظر اندازه محدود هستند. استفاده از فولاد CPM10V پس از آزمایش و مشاوره با متالوژیست ها قابل اعتمادتر از فولاد D2 بود.
اسلات ها:
دامنه جابجایی در صفحه شاخ ممکن است با افزایش طول و/یا عرض تغییر کند. برای کاهش تنشهای داخلی و اطمینان از دامنه یکنواخت روی صفحه شاخ، شکافها به شکل شاخهایی بیش از قطر 4.0 اینچ (101.6 میلیمتر) یا طول 3.5 اینچ (88.9 میلیمتر) ماشینکاری میشوند. این شکافها، شاخ بزرگ را به شاخهای کوچکتر تقسیم میکنند و ثبات را بهبود میبخشند و خطر خرابی را کاهش میدهند.
هورن های مرکب/ کامپوزیتی:
هورن مرکب که به عنوان هورن مرکب نیز شناخته میشود، ترکیبی از هورن های منفرد (نوک هورن) است که به یک شیپور جفتکننده متصل میشوند تا یک واحد واحد با طول موج کامل را تشکیل دهند. این پیکربندی اجازه می دهد تا دامنه بالاتری در هورن بدون ایجاد استرس بیش از حد ایجاد شود. هورن های کامپوزیت برای حل مشکلات دامنه یا سایش در کاربردهای جوشکاری بزرگ استفاده می شود، پوشش بخشی بیشتری را فراهم می کند و گاهی نیاز به جوشکارهای متعدد را از بین می برد. هنگام طراحی یک هورن کامپوزیتی باید به عنوان یک چنگال تنظیم رفتار کرد و دارای طراحی متقارن و متعادل باشد. هورن کوپلینگ معمولاً از آلومینیوم یا تیتانیوم ساخته می شود در حالی که شاخ های جداگانه می توانند از تیتانیوم یا فولاد ساخته شوند. در ادامه تصویر هورن کامپوزیت تمام موج را مشاهده می کنید.
هورن های کانتور شده:
هورن های کانتور شکل رایجی از طراحی هورن هستند که برای به حداکثر رساندن انتقال انرژی به قسمت در حال جوش استفاده می شود. آنها با استفاده از نرم افزار طراحی سه بعدی کامپیوتری طراحی شده اند و به گونه ای شکل می گیرند که قسمت مورد جوش را احاطه کرده اند. طراحی بوق و فیکسچر با هم کار می کنند تا اطمینان حاصل شود که قطعه در طول فرآیند جوشکاری به طور ایمن در جای خود ثابت می شود و در عین حال یکپارچگی آن را حفظ می کند. استفاده از هورن های دقیق و طراحی دقیق به تولید نتایج برتر جوشکاری کمک می کند. تصویر زیر هورن های کانتور شده را نشان می دهد.
نکات قابل تعویض:
در برخی از کاربردهای جوشکاری و جوش نقطه ای، ممکن است از نوک قابل تعویض ساخته شده از تیتانیوم برای شاخ استفاده شود. نوک آن به یک هورن با طول موج یک دوم می خورد که آن نیز از تیتانیوم ساخته شده است. این امکان جایگزینی نوک های فرسوده را بدون نیاز به تعویض کل بوق می دهد و هزینه ها را کاهش می دهد. لازم به ذکر است استفاده از نوک های قابل تعویض برای بوق های 40 کیلوهرتز توصیه نمی شود.
طراحی هورن فرکانس بالا (50، 40، 30 کیلوهرتز):
هنگام طراحی هورن برای تجهیزات 50، 40 و 30 کیلوهرتز، محدودیت های بیشتری در مقایسه با هورن های 20 کیلوهرتزی وجود دارد. سرعت انرژی در فرکانس های 50، 40 و 30 کیلوهرتز بیشتر از 20 کیلوهرتز است. استفاده از نوک های قابل تعویض به دلیل مشکلات ایجاد گرما و الزامات تنظیم حیاتی تر توصیه نمی شود. شکل زیر هورن رزوه شده برای پذیرش نکات قابل تعویض را نشان می دهد.
تنظیم:
فرکانس کاری یک هورن با طول هورن تعیین می شود و با استفاده از فرمول طول موج قابل محاسبه است. فرکانس کاری معمولاً 20 کیلوهرتز یا 40 کیلوهرتز است و به صورت الکترونیکی بر روی یک آنالایزر هورن نمایش داده می شود. طول هورن با فرکانس صحیح ماشین کاری می شود و فرآیند تنظیم با استفاده از آنالایزر هورن انجام می شود. فرکانس هورن های 40 کیلوهرتز بالاتر است، بنابراین طول آنها در مقایسه با هورن های 20 کیلوهرتز کوتاه تر است. تصویر زیر یک آنالایزر هورن را نشان می دهد.
تحلیل المان محدود (FEA):
نرم افزار Finite Element Analysis (FEA) توسط مهندسان ابزار آلتراسونیک برای آزمایش طرح های هورن قبل از ساخت استفاده می شود. این به بهینهسازی طراحی و عملکرد هورن با شناسایی و تجزیه و تحلیل نقاط تنش، به حداقل رساندن بینظمیهای دامنه، و بهینهسازی هورن برای عملکرد با سیگنال اولتراسونیک 20 کیلوهرتز کمک میکند. با استفاده از تجزیه و تحلیل FEA، مهندسان می توانند تنش و تغییرات دامنه را کاهش دهند و طراحی هورن را بهینه کنند. تصویر زیر طراحی هورن را برای کاهش تنش و به حداقل رساندن تغییرات دامنه نشان می دهد.
وسایل:
فیکسچر یک جزء حیاتی در برنامه های مونتاژ اولتراسونیک است که دو هدف را دنبال می کند: هم ترازی و پشتیبانی. قسمت زیر بوق را برای اطمینان از تکرارپذیری تراز می کند و از ناحیه مشترک برای انتقال کارآمد انرژی پشتیبانی می کند. تصویر زیر تثبیت یک قطعه مستقیم انرژی و تثبیت قسمت اتصال برشی را نشان می دهد. دو نوع اصلی از وسایل وجود دارد: ارتجاعی و صلب. اتصالات ارتجاعی برای جوشکاری مواد آمورف سفت و سخت استفاده می شود و علامت گذاری قطعات را به حداقل می رساند، اما انرژی بیشتری را جذب می کند. فیکسچرهای سخت برای مواد منعطف و مواد نیمه کریستالی استفاده می شوند و از آلومینیوم یا فولاد ضد زنگ ساخته می شوند. در طراحی فیکسچر باید عواملی مانند سهولت بارگذاری، مواد قطعه، طراحی اتصالات، تکنیک جوشکاری و هزینه در نظر گرفته شود. توصیه می شود که بوق و فیکسچر توسط مهندسان مجرب اولتراسونیک ساخته شود.
فرآیند CAD از داده ها:
فرآیند طراحی برای وسایل و بوق ها شامل به اشتراک گذاری داده ها بین شرکت و مشتریانش است. این فرآیند با ارسال دادههای قطعات توسط مشتری به کارکنان ابزار شروع میشود که به عنوان پایهای برای طراحی فیکسچرها و بوقهای مورد نیاز برای پروژه استفاده میشود. همانطور که قطعات از نظر شکل و کانتور پیچیده تر می شوند، الزامات طراحی هورن و فیکسچر بیشتر می شود. هورن باید به طور دقیق با مدیر انرژی قطعه تماس بگیرد در حالی که فیکسچر باید تراز و پشتیبانی مناسب و همچنین هر گونه گیره، مکانیزم لغزشی یا سایر وسایل لازم را برای جوش مطمئن قطعه فراهم کند.
کنترل فرایند
کنترل فرآیند چیست؟
کنترل فرآیند یک روش بهبود مستمر برای کیفیت محصول و فرآیند است. این شامل چهار مرحله است: اجرای یک فرآیند با یک نیاز، اندازه گیری یک متغیر در برابر نیاز در طول عملیات، مقایسه نتیجه با نیاز، و انجام اقدامات اصلاحی در صورت نیاز. تصویر زیر مدل کنترل فرآیند را نشان می دهد.
کنترل فرآیند روشی برای ارزیابی و بهبود کیفیت محصول و فرآیند با استفاده از یک سیستم حلقه بسته است. این شامل اجرای یک فرآیند با حداقل یک نیاز، اندازه گیری یک متغیر در برابر نیاز آن، مقایسه نتیجه با نیاز و انجام اقدامات اصلاحی در صورت لزوم است. این فرآیند با مقایسه یک متغیر اندازهگیری شده با نیاز آن و استفاده از این دادهها برای حفظ یا تصحیح خروجی در سطح دلخواه، بازخورد ایجاد میکند. این سیستم با یک سیستم حلقه باز متفاوت است که بازخوردی برای تأیید یا تصحیح ندارد.
سیستم های جوشکاری حلقه باز (اولویت زمانی):
جوشکاری حلقه باز و اولویت زمانی روشی در مونتاژ پلاستیک اولتراسونیک است که در آن قطعات برای مدت زمان از پیش تعیین شده جوش داده می شوند. هورن پایین می آید و اولتراسونیک برای زمان از پیش تعیین شده روشن می شود، اما هیچ داده فرآیندی در مورد کار انجام شده ارائه نشده است. این روش فرض می کند که اگر مدت زمانی که قطعه در معرض انرژی صوتی قرار می گیرد همیشه یکسان باشد، قدرت هر مجموعه ثابت خواهد بود، اما این فرض به دلیل ناهماهنگی در قطعات نادرست است. این روش راهی برای تعیین کیفیت قطعه یا کنترل فرآیند ارائه نمی دهد.
سیستم های جوشکاری حلقه بسته (اولویت انرژی):
جوشکاری با اولویت انرژی با حلقه بسته، روشی برای مونتاژ پلاستیک اولتراسونیک است که قطعات را بر اساس میزان انرژی جذب شده، به جای مدت زمان از پیش تعیین شده، جوش می دهد. هورن پایین می آید و قطعه را لمس می کند، سپس اولتراسونیک روشن می شود و تا رسیدن به سطح انرژی از پیش تنظیم شده روشن می ماند. پس از رسیدن به سطح انرژی، اولتراسونیک خاموش می شود و سر جمع می شود. این روش به تناقضات و عدم بازخورد یافت شده در جوشکاری حلقه باز و اولویت زمانی می پردازد که منجر به نتایج سازگارتر می شود. تصویر زیر سیستم جوش حلقه بسته را نشان می دهد.
روش حلقه بسته و اولویت انرژی در مونتاژ پلاستیک اولتراسونیک با هدف رسیدگی به ناسازگاری و عدم بازخورد در روش حلقه باز و مبتنی بر زمان است. این سیستم انرژی را با ضرب توان جذب شده در قطعه در زمان نوردهی تعیین می کند و زمان نوردهی را برای رسیدن به سطح انرژی از پیش تنظیم شده تنظیم می کند. این روش فرض می کند که انرژی ثابت منجر به ذوب ثابت می شود. با این حال، این فرض به دلیل ناهماهنگی در قطعات و تلفات انرژی در تجهیزات اولتراسونیک نامعتبر است. انرژی از دست رفته در سطح مشترک بین بوق و قطعه و بین قطعه و فیکسچر می تواند بسیار متفاوت باشد و بر نتایج تأثیر بگذارد. بنابراین، انرژی ثابت نتایج ثابت را تضمین نمی کند.
کنترل ریزپردازنده:
با ظهور تجهیزات جوشکاری اولتراسونیک با کنترل کامپیوتر، فرآیند جوشکاری قطعات پلاستیکی دقیق تر و کارآمدتر شد. استفاده از فناوری ریزپردازنده امکان جمعآوری و ثبت دادههای فرآیند را برای تجزیه و تحلیل کنترل فرآیند آماری، اتوماسیون کارآمدتر و یکپارچهسازی سیستم، کاهش زمان راهاندازی، و کنترل و نظارت بر متغیرهای فرآیند بر اساس چرخه به چرخه فراهم کرد. داده های بازخورد از متغیرهای فرآیند جوشکاری کیفیت محصول نهایی بالاتر، رد شدن کمتر و نتایج فرآیند مستند را امکان پذیر می کند، که با روش های قدیمی جوشکاری مبتنی بر زمان امکان پذیر نبود. توسعه رزین های پلاستیکی با کارایی بالا و اصلاح تکنیک های مونتاژ همچنان نیاز به روش های اتصال دقیق و قابل کنترل در مونتاژ پلاستیک های اولتراسونیک را تحریک می کند.
ویژگی های سیستم اولتراسونیک – پنوماتیک:
تجهیزات جوشکاری اولتراسونیک با کنترل کامپیوتری ویژگی های پیشرفته ای فراتر از جوشکاری ساده مبتنی بر زمان یا انرژی ارائه می دهد. پاراگراف های زیر برخی از پیشرفت های فرآیند جوشکاری را توضیح می دهند:
تنظیم فشار الکترونیکی:
تنظیم الکترونیکی فشار از یک تنظیم کننده فشار الکترونیکی و یک مبدل فشار برای کنترل دقیق و نظارت بر فشار هوای فشار در طول فرآیند جوشکاری استفاده می کند. تنظیم کننده فشار الکترونیکی سیگنال الکترونیکی را به فشار هوا تبدیل می کند، در حالی که مبدل فشار فشار را به سیگنال الکترونیکی برای نظارت تبدیل می کند. جوشکار اولتراسونیک اندازه گیری فشار را ثبت می کند و می تواند نمودارهای فشار در مقابل زمان را برای تجزیه و تحلیل و درک بهتر فرآیند جوش ایجاد کند.
لودسل (مبدل نیرو):
جوشکار اولتراسونیک از یک لودسل یا مبدل نیرو برای اندازه گیری نیروی اعمال شده در طول فرآیند جوشکاری استفاده می کند. این دستگاه نیروی مکانیکی را به سیگنال الکترونیکی تبدیل می کند که جوشکار اولتراسونیک از آن برای تحریک انرژی اولتراسونیک در سطوح نیروی دقیق تعریف شده توسط کاربر استفاده می کند.
سوئیچینگ راهاندازی از راه دور:
جوشکار اولتراسونیک این قابلیت را دارد که تنظیمات جوشکاری را از راه دور و از طریق سیگنالی از یک منبع خارجی مانند یک کنترل کننده منطقی قابل برنامه ریزی تغییر دهد.
ترتیب دهی:
توالی یکی از ویژگیهای جوشکار اولتراسونیک است که به آن اجازه میدهد پس از تعداد مشخصی از چرخههای جوشکاری یا بر اساس ورودیهای منابع خارجی، مانند کنترلکننده منطقی قابل برنامهریزی یا حسگر، تنظیمات را تغییر دهد. این در شرایطی مفید است که چندین مجموعه از عملیات لازم است روی یک قطعه انجام شود که هر کدام دارای پارامترهای راه اندازی متفاوتی هستند.
جوش بر اساس فاصله:
کنترل کننده فرآیند جوشکاری اولتراسونیک با استفاده از رمزگذار خطی قادر به اندازه گیری دقیق فاصله است. این سیستم را قادر می سازد تا اجزای پلاستیکی با عمق جوش خاص را از طریق “جوش از راه دور” به یکدیگر متصل کند. بوق تا زمانی که با قطعه تماس پیدا کند پایین می آید و فاصله را به عنوان نقطه مرجع مشخص می کند که تغییرات تحمل را حذف می کند. سپس جوشکار اولتراسونیک قطعات را تا فاصله ای که کاربر تعریف می کند به هم جوش می دهد و هر بار نتایج ثابت و قابل تکراری را ارائه می دهد. علامت مرجع برای حفظ دقت، ثبت فاصله جوشکار اولتراسونیک را در هر چرخه بازنشانی می کند.
فشار دوگانه:
تکنیک Dual Pressure در کنترل کننده فرآیند جوشکاری اولتراسونیک با ارائه گزینه جوش در یک فشار و نگه داشتن در فشار دوم یا جوش در دو فشار مختلف و نگه داشتن در فشار دوم، انعطاف بیشتری را در فرآیند جوشکاری فراهم می کند. این روش نتایج برنامه هایی را که قبلاً امکان پذیر نبودند، بهبود می بخشد.
ویژگی های سیستم اولتراسونیک – سروو:
سیستمهای سروو جوشکار اولتراسونیک رویکرد متفاوتی را به تکنیکهای اتصال سنتی ارائه میدهند و با ویژگیهای ثبت شده خود، جوشهای با کیفیت بهبود یافته و نتایج ثابتی را ارائه میدهند.
سنجش فاصله شروع و سرعت سنجش:
سیستمهای سروو جوشکار اولتراسونیک دارای چندین گزینه پیش جوش هستند که برای راهاندازی حیاتی هستند و بخشی از توالی راهاندازی را تشکیل میدهند. این گزینه ها عبارتند از Sensing Start Distance و Sensing Speed که تعیین کننده سرعت حرکت بوق سیستم پرس به سمت قسمتی است که قرار است جوش داده شود. بوق با نزدیک شدن به فاصله شروع حسگر کاهش می یابد و به مقدار ماشه (نیرو یا قدرت) می رسد، در این مرحله سیگنال اولتراسونیک روشن می شود و بوق در چرخه جوش با سرعت برنامه ریزی شده حرکت می کند.
حرکت را در فورس افت شروع کنید:
ویژگی Start Motion After Force Drop در سیستم سروو جوشکار اولتراسونیک نقطه خاصی در چرخه جوشکاری را مشخص می کند که با تشخیص افت برنامه ریزی شده نیرو مشخص می شود. این افت نیرو نشان می دهد که قطعات شروع به ذوب شدن کرده اند و حرکت سروو دوباره شروع می شود تا فشرده سازی قطعات برای یک فاصله و سرعت از پیش تعیین شده ادامه یابد. این ویژگی برای تضمین کیفیت و نتایج ثابت در فرآیند جوشکاری بسیار مهم است.
نوع حرکت جوش:
این ویژگی به قابلیت شخصی سازی سرعت بوق در طول چرخه جوش اشاره دارد. جوشکار اولتراسونیک سروو دو گزینه برای توزیع سرعت دارد: Constant و Profile. ثابت یک سرعت ثابت در کل چرخه است، در حالی که سرعت نمایه امکان سفارشی سازی تا 10 بخش را فراهم می کند. این می تواند برای تنظیم دقیق سرعت در طول فرآیند جوشکاری مفید باشد، به خصوص هنگام کار با مواد ناآشنا یا زمانی که یک مدیر انرژی پیچیده درگیر است.
نگه داشتن:
ویژگی نگه داشتن یک عملیات پس از جوش است که امکان فشرده سازی پلیمر مذاب را در حین جامد شدن برای جلوگیری از تنش باقیمانده و فضای خالی در ناحیه اتصال فراهم می کند. جوشکار اولتراسونیک سروو سه ترتیب نگهداری را ارائه می دهد: پویا، استاتیک یا ترکیبی از هر دو. نگه داشتن دینامیک شامل ادامه فشرده سازی پس از خاموش شدن اولتراسونیک است، در حالی که نگه داشتن استاتیک شامل حفظ موقعیت جوش نهایی برای مدت زمان معینی بدون حرکت است. نگه داشتن دینامیک امکان تنظیم دقیق برای گروه های مختلف مواد را فراهم می کند، در حالی که نگه داشتن استاتیک ممکن است برای قطعات با دیواره نازک مفید باشد.
موقعیت بالای سکته مغزی قابل آموزش:
جوشکار اولتراسونیک سروو مجهز به قابلیتی است که به پیشران جوشکار اجازه می دهد پس از یک چرخه جوشکاری به موقعیت بالای ضربه برگردد. موقعیت بالای ضربه را می توان مستقیماً با استفاده از سوئیچ های لمسی دوگانه و یک رابط کامپیوتری که دکمه “TEACH” را نمایش می دهد برنامه ریزی یا آموزش داد. اپراتور می تواند پرس را در موقعیت خود بچرخاند و از عملکرد “تنظیم این موقعیت” برای ذخیره خودکار اطلاعات به عنوان موقعیت بالای ضربه استفاده کند.
آموزش سمت:
علاوه بر موقعیت بالای ضربه، موقعیت های دیگری مانند فاصله شروع حسگر و توقف مکانیکی پایین نیز می توانند در مرحله راه اندازی جوشکار آموزش داده شوند. این نرم افزار اپراتور را از طریق تمام گزینه های برنامه نویسی با استفاده از صفحه های پاپ آپ و دکمه های TEACH هدایت می کند.
سوئیچینگ راه اندازی:
راه اندازی روی جوشکار اولتراسونیک سروو شامل تمام پارامترهای برنامه ریزی شده برای یک فرآیند جوشکاری خاص است و می تواند به صورت دیجیتالی در حافظه ذخیره شود. همه تنظیمات، از جمله موقعیت خانه، کنترل سرعت، بالای ضربه و سایر تنظیمات، بخشی از یک تنظیم خاص هستند. با این حال، اگر پیشرانه نیاز به تغییر موقعیت روی ستون داشته باشد، ممکن است نیاز به تنظیم مکانیکی باشد. در صورت جابجایی دکمه، هنگام جابهجایی به برنامه جدید، فاصله شروع و مکانیکی پایینتر باید بازنشانی شوند. برای جوشکاری با حجم بالا با تمرکز بر نتایج قابل تکرار، این احتمال وجود دارد که از چندین دستگاه به طور همزمان استفاده شود.
فرآیند کپی کردن در چندین ماشین (کلون):
جوشکار اولتراسونیک سروو اجازه می دهد تا چندین دستگاه (جوشکار) با فرآیند جوشکاری یکسان برنامه ریزی شوند، اما این یک چالش برای سیستم های پنوماتیکی به دلیل تفاوت های مکانیکی جزئی بین هر جوشکار است.
مزایای سیستم سروو جوش اولتراسونیک:
جوشکار اولتراسونیک سروو دارای چندین ویژگی منحصر به فرد در مقایسه با سیستم های پنوماتیکی است که مزایایی نسبت به سیستم های پنوماتیک دارد. این مزایا در متن توضیح داده شده است.
کنترل فواصل فروپاشی جوش و نگه داری:
سیستم جوشکاری سروو اولتراسونیک به لطف روش کنترل مستقیم خود، کنترل دقیق تری فواصل فروپاشی جوش و نگهداری را نسبت به سیستم های پنوماتیکی ارائه می دهد. در سیستمهای پنوماتیکی، فاصله فروپاشی بهطور غیرمستقیم با آزاد کردن فشار از سیلندر هوا کنترل میشود، اما این امر میتواند به دلیل عواملی مانند سرعت محدود انتشار هوای فشرده، تغییراتی ایجاد کند. از سوی دیگر، سیستم سروو مستقیماً از طریق کنترل موقعیت سروو حلقه بسته، فاصله را کنترل می کند و نتایج بسیار دقیق و قابل تکراری را به همراه دارد.
تغییر سریع سرعت:
در جوشکاری اولتراسونیک، پروفیل کردن سرعت در طول جوش می تواند کیفیت جوش را با تطبیق نرخ ذوب طبیعی مواد بهبود بخشد. جوشکار اولتراسونیک سروو با قابلیت تغییر سریع سرعت و سرعت شتاب 50 اینچ بر ثانیه، پروفیل جوش معنیداری را امکانپذیر میکند که امکان برنامهریزی مستقل تا 10 بخش مختلف جوش را فراهم میکند و به صورت دینامیکی زمانی که مذاب شروع میشود، حس میکند. مزیت اصلی نسبت به سیستم های پنوماتیکی اگرچه برخی از سیستمهای پنوماتیکی میتوانند نیرو را در طول جوش تغییر دهند، اما سرعت تغییر با زمان لازم برای حرکت هوا به داخل و خارج از سیلندر محدود میشود. توانایی سیستم سروو برای ایجاد تغییرات سریع سرعت همچنین انعطاف پذیری بیشتری را در دستیابی به سرعت های نگهدارنده متفاوت با سرعت جوش امکان پذیر می کند.
تطبیق پذیری:
سیستم جوشکاری سروو اولتراسونیک همه کاره است و نسبت به سیستم های پنوماتیکی در رسیدگی به کاربردهای جوشکاری دشوار مزایایی دارد. یکی از نمونه ها آب بندی و برش محیط های لایه نازک است که در آن کنترل فاصله دقیق برای جوش های با کیفیت مورد نیاز است. قابلیت کنترل فاصله دقیق سیستم سروو باعث می شود که بتواند به نتایج موفقیت آمیزی در این نوع کاربردها دست یابد، که ممکن است در جوشکاری پنوماتیک دشوار یا حتی غیرممکن باشد.
نگهداری فاز:
جوشکار اولتراسونیک سروو کنترل بهتری را در مرحله نگه داشتن جوشکاری ارائه می دهد که دارای دو مرحله است: دینامیک و استاتیک. در مرحله دینامیک، پس از خاموش شدن سونوگرافی، قطعات بیشتر فرو میروند. در مرحله استاتیک، سروو موقعیت نهایی خود را حفظ می کند تا فرآیند انجماد به پایان برسد. این قابلیت کنترل بهبود یافته نتایج دقیق تر و قابل تکرار تری را در طول مرحله نگهداری ارائه می دهد.
سهولت کالیبراسیون:
جوشکار اولتراسونیک سروو در مقایسه با سیستم های پنوماتیک کالیبراسیون آسان تر است زیرا اجزای پنوماتیک را حذف می کند. این بدان معنی است که راه اندازی و نگهداری سیستم ساده تر و ساده تر است و منجر به عملکرد کارآمدتر و مقرون به صرفه تر می شود.
شبیه سازی جوشکار آسان تر است:
با سروو، دستگاه های اولتراسونیک (جوشکار) را می توان طوری برنامه ریزی کرد که عملکرد یکسانی داشته باشند و دستیابی به نتایج قابل تکرار در هنگام جوشکاری حجم بالایی از قطعات را آسان تر می کند. این به این دلیل است که کنترل فرآیند دیجیتال نیاز به جبران تفاوتهای مکانیکی جزئی بین جوشکارها را که میتواند برای سیستمهای پنوماتیکی چالش برانگیز باشد، از بین میبرد.
رد کردن موارد کاهش یافته:
استفاده از سیستم جوشکاری اولتراسونیک سروو منجر به کاهش تعداد دفعات به دلیل درجه بالای تکرارپذیری فرآیند می شود و در نتیجه بازدهی بهتر و ارزش بالاتری از قطعات مونتاژ شده را به همراه دارد.
هزینه نگهداری کوچکتر:
سیستم سروو نیاز به سیستم هوای فشرده را از بین می برد که منجر به صرفه جویی در هزینه از نظر کارکرد کمپرسور و کاهش هزینه های نگهداری می شود. محرک سروو دارای طول عمر طولانی بیش از 200 میلیون چرخه است.
تغییرات تصادفی کمتر:
جوشکار اولتراسونیک سروو برای حفظ تکرارپذیری و کالیبراسیون فرآیند با حذف کنترلهای مکانیکی قابل تنظیم اپراتور طراحی شده است و در نتیجه از تغییرات تصادفی یا غیرمجاز جلوگیری میکند.
منبع
نظر دهید